How Waste Raises the “Price” of Energy
In reaction to rising energy costs, many industrial plant managers will naturally focus on the price they pay for fuel and power. A “price-centric” approach seeks lower prices for the same fuel, or if possible, a switch to a different, lower-cost fuel. This is not a bad idea, but it recognizes only one side of the expense equation:
Of course, any reduction in energy waste will reduce the total quantity of energy consumed. The companies that understand this concept proactively change the way they consume energy. Other companies—especially those which remain focused on prices—fail to grasp this opportunity. Others may consider this concept: they can reduce their expenditure per unit of energy available to do useful work.
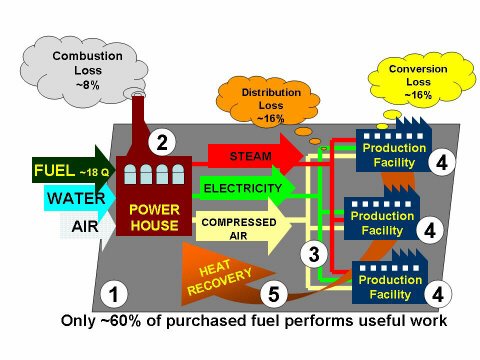
First, consider the relationship between fuel and the work it performs. Industrial facilities purchase fuel which must be converted several times in succession before it does the work for which it is intended. For example, consider steam systems, which consume over half of total fossil fuel purchases by industry. Almost all manufacturing processes require heat, and steam is an effective medium for heat supply. Fuel is transformed to heat in several stages:

Each stage of conversion allows some energy to be lost. The volume of loss depends on the quality of technology, procedures, and behavior applied by the facility and its staff. The U.S. Department of Energy’s Energy Use, Loss and Opportunities report describes the overall industry average energy losses incurred at each stage of the energy conversion process. While these figures vary across and within industries, it’s useful to use aggregate industry measures:

In other words, only about 60 percent of the energy purchased is actually applied to the work for which it is intended. The other 40 percent includes waste that can potentially (and economically) be avoided.
So does energy waste “impact” fuel prices? An example facility shows how it works. This facility purchases 100,000 units of natural gas (units are million Btu, or MMBtu). The acquisition price per MMBtu is $8.00, for a total outlay of $800,000. Here is how fuel is put to work, beginning with its delivery to the facility:
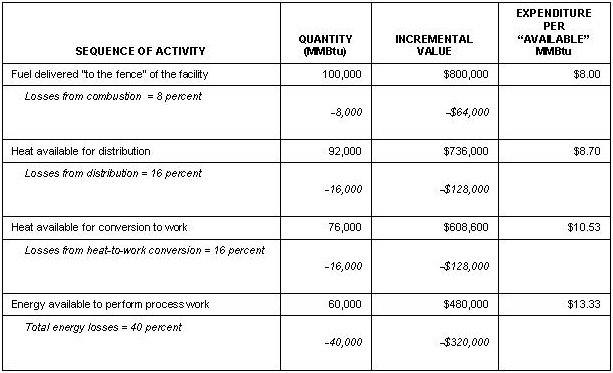
This facility effectively spent $800,000 for 60,000 MMBtu available for actual use. Or, in other words, it spent $13.33 per available MMBtu.
Another way to look at it: Energy changes hands several times after it is delivered to the facility. At each step in the conversion sequence, the handler incurs energy waste which effectively "marks up" the "price" of the energy that is eventually applied to do useful work.
This result shown here is based on industry averages. Naturally, some facilities are better than others. But virtually all industrial facilities have the potential—through reduced energy waste—to improve their energy expense performance.
Labels: Energy/Managers/Money
posted by Christopher Russell @ 2:46 PM
1 comments
![]()
![]()